ShengAo: Сколько типов режущих лезвий вы знаете?
ShengAo: Сколько типов режущих лезвий вы знаете?
Содержание
- Введение: Критическая роль прецизионных режущих лезвий
- Круглые режущие лезвия: Рабочая лошадка современной резки
- Бритвенные режущие лезвия: Непревзойденная острота для деликатных материалов
- Лезвия для резки ножницами (сдвигом): Идеальная чистота кромок без заусенцев
- Лезвия для дробящей резки: Простота и экономичность для специфических применений
- Как выбрать правильное режущее лезвие: Практическое руководство на основе данных
- Максимизация срока службы лезвия: Основное обслуживание и лучшие Практики
- ShengAo: Инженерная точность для любой задачи продольной резки
- Часто задаваемые вопросы (FAQ) о ножах для продольной резки
Введение: Критическая роль прецизионных ножей для продольной резки
В обширном ландшафте промышленного производства, от преобразования массивных металлических рулонов до точного разделения хрупких плёнок, нож для продольной резки — это непризнанный герой. Эффективность, качество и рентабельность бесчисленных производственных линий зависят от правильного выбора и применения этих специализированных инструментов. Однако при наличии различных типов ножей, как узнать, какой из них оптимален для вашего конкретного материала и желаемого качества обработки? Это исчерпывающее руководство предназначено для решения именнопроблему. Мы раскроем секреты четырех основных типов режущих лезвий—круговых, бритвенных, ножниц и дробящих—предоставив вам знания для принятия обоснованных решений. Вы получите представление об их уникальных принципах работы, идеальных областях применения для металлов, полимеров, бумаги и композитов, а также ключевых факторах, определяющих производительность и долговечность. В итоге вы будете готовы оптимизировать процесс резки, сократить отходы, улучшить качество продукции и, в конечном счете, повысить свою прибыль. Независимо от того, являетесь ли вы инженером-технологом, руководителем производства или специалистом по закупкам, понимание тонкостей технологии режущих лезвий—это первый шаг к операционному совершенству.
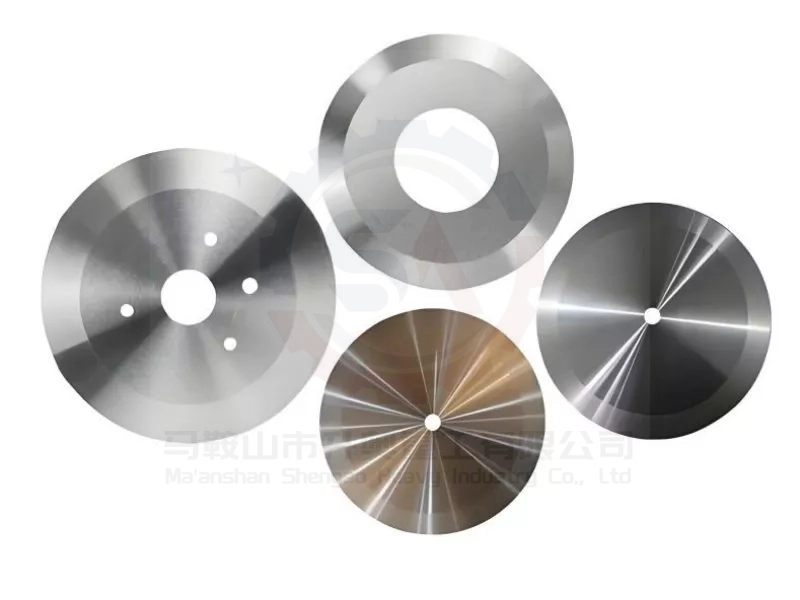
Круговые режущие лезвия: рабочая лошадка современной резки
Круглые отрезные ножи являются наиболее распространенным и универсальным типом, используемым в тяжелой и средней промышленности. Характеризуясь своей сплошной, дискообразной формой, они выполняют «надрез» или «тангенциальный рез», когда лезвие проникает в материал на контролируемую глубину, как правило, в паре с закаленным стальным опорным валком. Этот метод преобладает при резке металла, но также используется для пластиков, резины и картона.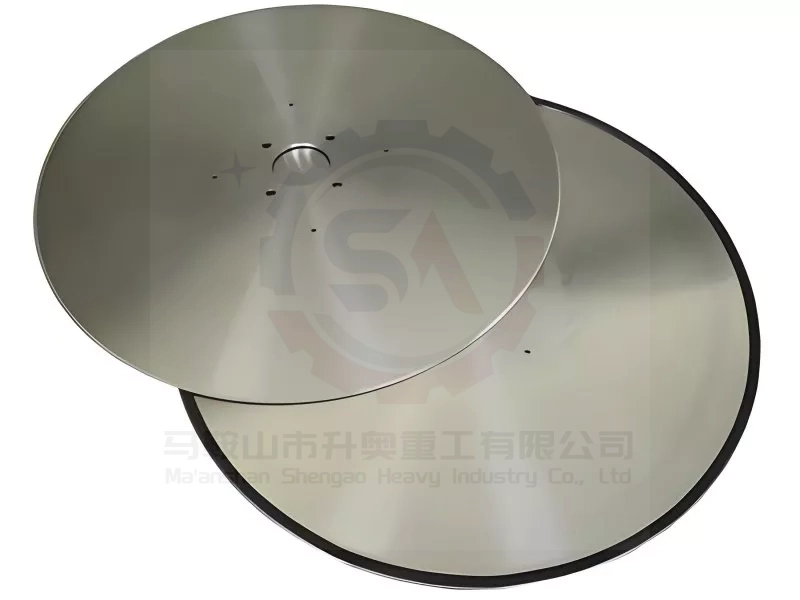
Как работают круглые отрезные ножи?
Процесс включает установку нескольких круглые ножи на оправках (валах) в специальной конфигурации "перекрытия". Верхняя и нижняя оправки вращаются синхронно, протягивая материал. Точное перекрытие и боковое позиционирование ножей определяют ширину разреза и качество кромки. Согласно отчету Ассоциации производителей и изготовителей за 2022 год, более 65% всех операций продольной резки плоского проката в мире используют ту или иную форму системы круглых ножей из-за ее скорости и адаптивности.
Основные области применения и пригодность материалов
- Металлы: сталь (холоднокатаная, горячекатаная, нержавеющая), алюминий, медь, латунь (Толщина: 0,1 мм до 6,0 мм+).
- Пластики и пленки: толстые пластиковые листы, ПВХ, ПЭТ, поликарбонат.
- Другие: стекловолокно, резиновые листы, материалы для прокладок, картон.
Преимущества и недостатки круглых ножей
| Преимущества | Недостатки |
|---|---|
| Высокоскоростная работа, подходящая для серийного производства. | Может оставлять небольшие заусенцы на нижней стороне металлов. |
| Отлично подходят для широких материалов большой толщины. | Более высокие первоначальные затраты на настройку и оснастку. |
| Длительный срок службы лезвия при правильной закалке (например, карбид вольфрама). | Требует точной настройки и регулярного обслуживания. |
| Способны производить очень узкие полосы. | Не идеальны для чрезвычайно тонких, хрупких пленок. |
Лезвия для продольной резки типа «бритва»: Непревзойдённая острота для деликатных материалов
Когда требуется исключительно чистый рез тонких, чувствительных материалов без деформации, лезвия для продольной резки типа «бритва» являются оптимальным выбором. По сути, это сверхострые однолезвийные режущие инструменты, выполняющие «надрез», аналогично дисковым ножам, но с гораздо более тонкой геометрией кромки, часто работающие в паре с резиновым или пластиковым валом.
Механизм работы лезвий типа «бритва»
Лезвие, закреплённое в неподвижном положении, слегка надрезает или прорезает материал, когда тот проходит по податливому (мягкому) контрвалу. Этот вал слегка поддаётся, обеспечивая чистое проникновение без раздавливания материала. Исследование, опубликованное в*Journal of Materials Processing Technology* отметил, что резка лезвием создает до 50% меньше бокового напряжения на пленочных материалах по сравнению с гильотинной резкой, сводя к минимуму деформацию кромки.
Идеальные области применения: где лезвия превосходны
- Тонкие пленки и упаковка: BOPP, CPP, PET, LDPE, термоусадочные пленки (от 5 мкм до 250 мкм).
- Этикетки и ленты: Самоклеящиеся ленты, материалы для этикеток.
- Фольга и ламинаты: Алюминиевая фольга, металлизированные пленки, гибкие ламинаты.
- Специальные бумаги: Самокопирующаяся бумага, фотобумага, легкие нетканые материалы.
Для операций, требующих безупречных кромок на этих чувствительных материалах, сотрудничество со специалистом, таким как
Ножницы для сдвиговой резки: Идеальная чистота кромок без заусенцев
Сдвиговая резка является золотым стандартом для достижения кромки высочайшего качества, особенно при обработке металла. Она имитирует действие ножниц, где два точно скошенных круглых лезвия — верхнее "мужское" лезвие и нижнее "женское" лезвие — перекрываются и проходят друг мимо друга, разрезая материал. Это обеспечивает чистый, параллельный рез с минимальным заусенцем.
Принцип действия сдвиговой резки
Ключевым моментом сдвиговой резки является угол зазора между двумя лезвиями. Этот зазор должен бытьтщательно устанавливается в зависимости от типа и толщины материала (обычно 10-20% от толщины материала). Правильный зазор обеспечивает истинное режущее действие, а не разрывающее или ломающее. Данные отрасли показывают, что срезы сдвигом могут снизить затраты на последующую обработку (удаление заусенцев) до 30% для прецизионных компонентов.
Применения, требующие точности
- Прецизионные металлы: Высококачественная нержавеющая сталь, пружинная сталь, электротехнические стали (кремнистая сталь), латунь и предварительно окрашенные металлы.
- Критические компоненты: Детали для автомобильной, аэрокосмической и электронной промышленности, где целостность кромки не подлежит обсуждению.
- Более толстые плёнки и композиты: Там, где лезвие бритвы может отклониться, резка сдвигом обеспечивает прямой край.
Сравнительное качество кромки: Сдвиг против Надреза(Круговой) Рез
| Характеристика кромки | Сдвиговой рез | Надрез/Круговой рез |
|---|---|---|
| Образование заусенцев | Очень низкое или отсутствует | Низкое или умеренное (на нижней стороне) |
| Прямоугольность кромки | Отличная | Хорошая |
| Деформация поперечного сечения | Минимальная | Возможно небольшое скругление/расслоение |
| Типичная стоимость применения | Выше | Ниже |
Ножи для дробящего реза: Простота и экономичность для конкретных применений
Дробящий рез, также известный в некоторых контекстах как "надрез" (не путатьс круговой резкой по оценке), является самым простым механическим методом резки. Он заключается в принудительном прохождении острого круглого лезвия непосредственно через материал и в закаленный опорный вал, буквально раздавливая и разрушая его вдоль линии разреза.
Как работает дробящая резка
Здесь нет взаимодействия между двумя лезвиями. Одно, часто закаленное стальное, лезвие устанавливается на определенную глубину проникновения в опорный вал. Этот метод сильно зависит от остроты лезвия и состояния опорного вала. Хотя он менее сложен, он составляет значительную долю резки в экономически чувствительных или некритичных применениях. Анализ рынка показывает, что системы дробящей резки составляют примерно 40% всех установленных режущих установок для неметаллических материалов, в основном из-за более низкой стоимости оборудования.
Подходящие материалы и распространенные ошибки
- Лучше всего подходит для: бумаги, картона, текстиля, нетканых материалов (например, геотекстиля), мягкой резины и некоторых низкосортных пластиков.
- Не рекомендуется для: металлов, ламинированных пленок, материалов с клеевым покрытием (вызывает сильное загрязнение клеем) или любых применений, требующих высококачественного края.
Основная проблема: Быстрый износ лезвия и наковальни, что приводит к частым простоям для замены и нестабильному качеству реза со временем. Для предприятий, использующих дробящую резку для нетканых материалов или бумаги, переход на лезвие более высокого класса от надежного производителя режущих лезвий может значительно увеличить время непрерывной работы.
Как выбрать правильный режущий нож: руководство на основе данных
Выбор оптимального ножа — это уравнение со многими переменными. Вот пошаговая структура, основанная на ключевых промышленных параметрах:
- Анализ материала (Фактор №1):
- Тип: Металл, полимер, бумага, композит?
- Толщина/Калибр: Это напрямую определяет геометрию ножа (угол скоса, толщину).
- Твердость/Предел прочности на растяжение: Определяет требуемую твердость ножа (например, HRC 58-62 для стали, твердый сплав для абразивных материалов).
- Покрытия/Поверхность: Предварительно окрашенные, ламинированные или материалы с клеевым слоем требуют специализированных покрытий ножа (PTFE, нитрид хрома) для предотвращения налипания.
- Желаемое качество кромки:
- Критически важное (без заусенцев):
- Срезной рез почти всегда обязателен.
- Коммерческое качество (минимальная заусеница): Высокоточные круглые лезвия.
- Без требований к кромке (допустима фрагментация): Дробящий рез или базовое круглое лезвие.
- Сверхчистый рез на пленке: Бритвенные лезвия.
- Параметры станка: Размер шпинделя, максимальные обороты в минуту, возможность перекрытия лезвий и тип держателя.
- Объем производства: Высокие объемы выпуска оправдывают инвестиции в премиальные твердосплавные лезвия для увеличения срока службы.
Таблица матрицы решений:
| Категория материала | Диапазон толщины | Рекомендуемый тип лезвия | Ключевое соображение |
|---|---|---|---|
| Лист из нержавеющей стали | 0.3мм - 3.0мм | Срезной рез (с твердосплавной напайкой) | Настройка зазора; Твердость лезвия > HRC 60 |
| Алюминиевая фольга / Пленка | 0.006мм - 0.2мм | Бритвенное лезвие | Покрытые лезвия для предотвращения прилипания; Мягкий контрролик по твердомеру |
| Пластиковая упаковочная пленка | 0.02мм - 0.25мм | Бритвенная или ножничная резка | Минимизация напряжения на кромке; Опции антистатической обработки |
| Гофрированный картон | 1.5мм - 8.0мм | Раздавливающая или круговая резка | Острота лезвия критична для чистого реза; Высокий износ |
| Нетканый материал | 0.5мм - 5.0мм | Круговая или раздавливающая резка | Геометрия лезвия для предотвращения вытягивания волокон |
Максимизация срока службы лезвий: Основное обслуживание и лучшие практики
Даже лучшее режущее лезвие будет работать неэффективно без должного ухода. Следуйте этим проверенным практикам, чтобы продлить срок службы:
- Правильное хранение: Храните лезвия по отдельности в защитных чехлах или держателях в сухой, контролируемой по температуре среде. Вибрация во время транспортировки может повредить кромки.
- Правильная установка и центровка: Используйте динамометрические ключи для обеспечения равномерной силы зажима. Неправильная центровка является основной причиной преждевременного износа и плохого качества реза. Исследование Ассоциации производственных технологий показало, что более 70% преждевременных отказов лезвий связаны с неправильной установкой иливыравнивание.
- Регулярная очистка: Удаляйте остатки смолы, клея и пыли от материалов после каждого цикла работы, используя подходящие неабразивные чистящие средства.
- Своевременная заточка/замена: Не эксплуатируйте лезвия до полного затупления. Установите график на основе обработанного материала. Тупое лезвие требует большего усилия, увеличивает нагрев и повреждает как продукт, так и оборудование.
- Смазка (для резки металла): Используйте правильное режущее масло или эмульсию для снижения трения, нагрева и образования заусенцев.
ShengAo: Инженерная точность для любой задачи резки
Ориентация в сложном мире режущих лезвий требует партнера с глубокой экспертизой и приверженностью качеству. ShengAo является ведущей силой в разработке и производстветочных решений для продольной резки. Мы понимаем, что универсального решения не существует. Наша инженерная команда тесно сотрудничает с клиентами, чтобы проанализировать их конкретные материалы, параметры оборудования и цели по качеству, чтобы рекомендовать или разработать на заказ идеальное лезвие.
Нужны ли вам сверхтвердые срезные лезвия из карбида вольфрама для высокопрочной стали, покрытые лезвия бритвенного типа для липких пленок или прочные дисковые ножи для непрерывного производства нетканых материалов — ShengAo обеспечивает надежность и передовые технологии, которых заслуживает ваше производство. Наши лезвия являются синонимом увеличенного срока службы, стабильной производительности и превосходного качества реза, помогая вам снизить общую стоимостьвладение и повышение производительности. Изучите наш широкий ассортимент решений для разрезных ножей и узнайте, как наша точность может стать вашим преимуществом.
Часто задаваемые вопросы (FAQ) о разрезных ножах
- В: В чем основное различие между разрезкой и резкой?
О: Разрезка обычно относится к продольному разрезанию широкой рулона или листа на несколько более узких полос. Резка — более широкий термин, который часто означает отрезание куска от листа (обрезка) или может относиться к конкретному методу разрезки сдвигом, использующему два скошенных ножа. - В: Как часто следует затачивать мои круглые разрезные ножи?
О: Фиксированного интервала не существует. Это зависит от абразивности материала, объема производства и допуска на качество кромки. Следите за заусенцамивысоту или обработку кромки. Многие операции требуют заточки после 50-200 миль разрезанного материала. Ведение журнала использования является наилучшей практикой. - В: Можно ли использовать лезвие бритвы для разрезания тонкого металла?
О: Как правило, нет. Лезвия бритвы предназначены для неметаллических, мягких материалов. Тонкий металл (например, прокладочный материал) обычно разрезают прецизионными круглыми или ножницами для сохранения размерного контроля и предотвращения опасного разрушения лезвия. - В: Что означает "с твердосплавным наконечником" и когда это необходимо?
О: Это означает, что режущая кромка изготовлена из сверхтвердого карбида вольфрама, соединенного с прочным стальным корпусом. Это необходимо для разрезания абразивных материалов (например, стекловолокна, определенных композитов, кремнистой стали), для очень длительных циклов работы или когда требуется максимальное время между заточками. Бренды, такие как ShengAo - Предлагаем высокопроизводительные решения из твердого сплава.
- В: Что вызывает заусенец при продольной резке металла и как его минимизировать?
О> Заусенец возникает из-за пластической деформации материала в процессе резки. Минимизируйте его, используя: острые лезвия, правильный зазор (для сдвиговой резки), правильное перекрытие лезвий (для надрезной резки), достаточную смазку, а также выбирая правильную твердость и геометрию лезвия для материала. - В: Используются ли полимерные/пластиковые лезвия в промышленной продольной резке?
О: Да, но не в качестве основного режущего лезвия. Они часто используются как «разделительные диски» или «прокладки», устанавливаемые между металлическими лезвиями, чтобы предотвратить абразивный износ между полосами и помочь направлять разрезаемый материал. - В: Как узнать, правильно ли установлен зазор при сдвиговой резке?
О: Идеальный зазор — этопроцент от толщины материала (например, 10-15% для мягкой стали). Признаки неправильного зазора: слишком малый вызывает чрезмерный износ и усилие; слишком большой приводит к крупному заусенцу и деформации кромки. Обратитесь к таблицам поставщика лезвий или проведите пробные разрезы. - В: Что такое «краевая волна» при продольной резке пленки и как ее предотвратить?
О: Краевая волна — это волнистый, деформированный край на тонкой пленке. Это вызвано накоплением тепла от трения. Методы предотвращения: используйте более острые лезвия, обеспечьте правильное выравнивание лезвий, применяйте воздушное охлаждение лезвия, снизьте скорость линии и рассмотрите возможность использования покрытых лезвий. - В: Моя клейкая лента забивает лезвия. Что я могу сделать?
О: Это распространенная проблема. Решения включают переход на лезвия с антипригарным покрытием (например, PTFE/полимер), нанесениеспециализированный разделительный агент, использование нагревателя лезвия для поддержания клея в мягком состоянии или исследование другого метода резки (например, лазерная резка для очень липких материалов). - В: Заменяет ли лазерная резка механические лезвия?
О: Для определенных применений, да (например, углеродное волокно, сложные композиты, чрезвычайно липкие материалы). Однако для большинства операций резки металла, бумаги и пленки в больших объемах механические лезвия остаются гораздо более экономически эффективными, быстрыми и требуют меньше обслуживания, что обеспечивает их доминирование в обозримом будущем. - В: Может ли ShengAo предоставить лезвия, разработанные по индивидуальному заказу для моего уникального оборудования?
О: Безусловно. Основная сила ShengAo заключается в нашей способности разрабатывать индивидуальныерешения. Мы можем работать по вашим чертежам или образцам для производства лезвий с определенными диаметрами, размерами отверстий, геометрией, твердостью и покрытиями, подходящими для проприетарного или устаревшего оборудования. - В: Какие меры предосторожности следует соблюдать при обращении с отрезными лезвиями?
A> Всегда надевайте устойчивые к порезам перчатки. Работайте с одним лезвием за раз, используя защитные колпачки на режущей кромке. Никогда не храните лезвия свободно в ящике. При установке/снятии убедитесь, что машина заблокирована (LOTO). Храните лезвия надежно, чтобы предотвратить соприкосновение кромок.